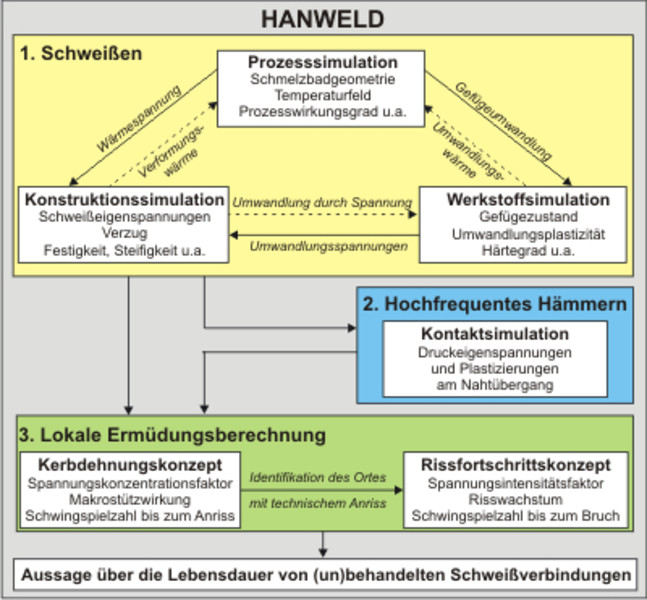
As part of the PhD thesis of Dipl.-Ing. C. Keindorf was developed, the calculation tool HANWELD on the basis of ANSYS ®® simulation package. It includes both the thermal and structural mechanics simulation of a welding process that are additionally coupled kinetics with a module for the structure. The verification of HANWELD was based on welding tests and the welding simulation tool ANSYS. As an example of the multi-level verification, the comparison of temperature cycles is shown in the following figure .
Following the welding simulation, a hammering process can be carried out as a post weld treatment, which significantly influences the transient residual stress field of the weld seam.
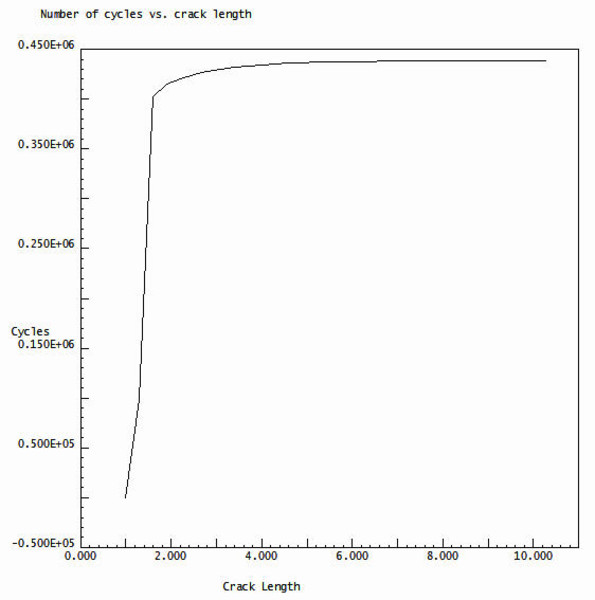
Furthermore, a fatigue module has been integrated into HANWELD, which allows local fatigue calculations to be performed for the welding detail. The respective residual stress conditions of the untreated as well as the post-treated weld seam are taken into account.