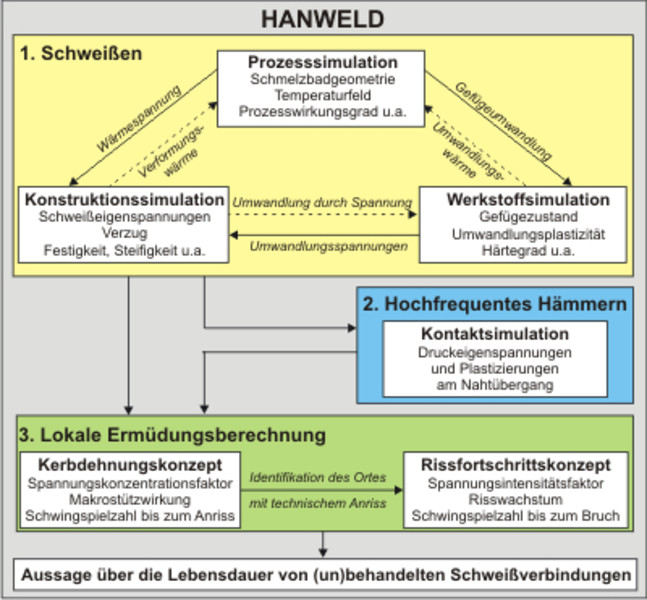
Im Rahmen der Dissertation von Dipl.-Ing. C. Keindorf wurde das Berechnungstool HANWELD auf Basis des Simulationspaketes ANSYS® entwickelt. Es beinhaltet sowohl die thermische als auch strukturmechanische Simulation eines Schweißprozesses, die zusätzlich mit einem Modul für die Gefügekinetik gekoppelt sind. Die Verifikation von HANWELD erfolgte anhand von Schweißversuchen und dem Schweißsimulationstool von CADFEM. Als Beispiel für die mehrstufige Verifikation ist der Vergleich der Temperaturzyklen in der folgenden Abbildung dargestellt.
Im Anschluss an die Schweißsimulation kann ein Hämmerprozess als Schweißnahtnachbehandlung durchgeführt werden, welches maßgeblich das transiente Eigenspannungsfeld der Schweißnaht beeinflusst.
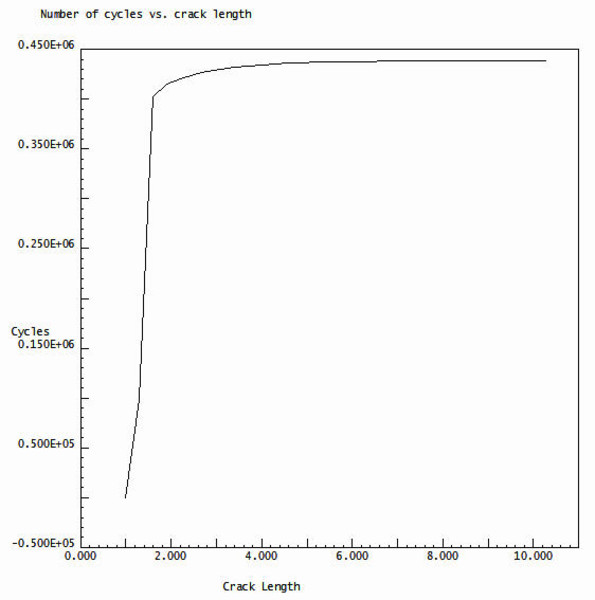
Des Weiteren wurde ein Fatigue-Modul in HANWELD integriert, mit dem lokale Ermüdungsberechnungen für das Schweißdetail durchgeführt werden können. Dabei werden die jeweils vorhandenen Eigenspannungszustände der unbehandelten als auch der nachbehandelten Schweißnaht berücksichtigt.